专注于铝合金建筑型材、工业铝材生产、
铝门窗的研究设计
服务热线:
0714-8849888

专注于铝合金建筑型材、工业铝材生产、
铝门窗的研究设计
服务热线:
0714-8849888
联系地址 :大冶市还地桥镇金桥工业园
肖 经 理 :18607239156
座 机:0714-8849888
座 机:0714-8815555
邮箱地址:344940623@qq.com
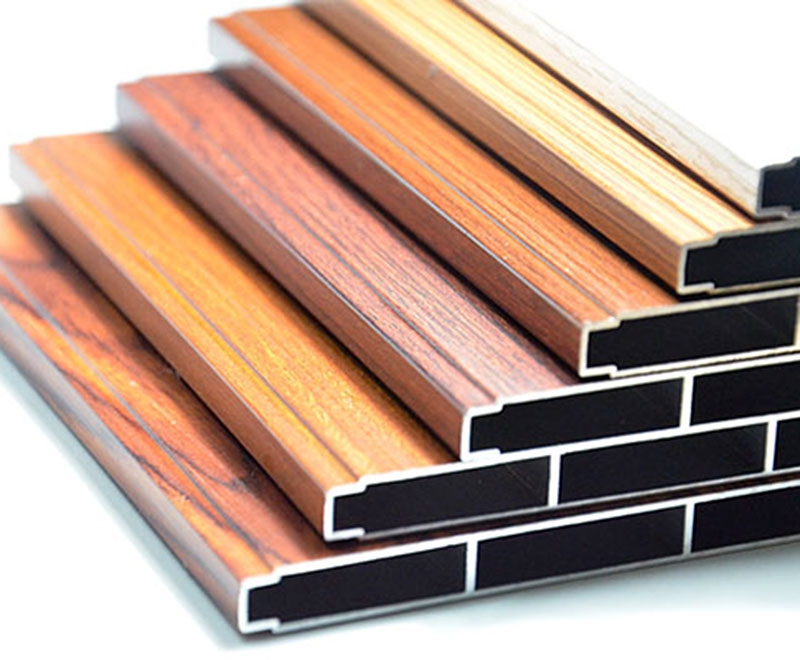
工业铝型材挤压成品率如何提高?湖北工业铝型材厂家提供以下几点建议供挤压操作工和挤压质检员参考:

1)质检:铝型材机台质检要采取快、准、狠的检验方式,所谓的“快”就是检验勤快及时;“准”就是要熟习规范、不同客户和不同外表处置的规范,必要时取样做相应外表处置实验,绝不能呈现误判和超标验收景象在特殊状况下断定不了的要立刻上报相关担任人;“狠”就是立场和施行执行制度威严。
2)挤压班长:不能拉错铝型材模具,不能写错跟踪卡,要积极做好质量自检首检和进程检验打工。
3)主机操作手(代班长):积极配合班长的打工,核实每套模具,控制好三温,铝型材加工厂依据不同型号的构造和不同的外表处置灵敏掌握好出材的流速的情况,随时反省出材质量情况,担任壁厚、成型度、冲崩拖烂和或内拖、准确计算不同规格种类的型材锯切成半成品后的料头能否够长。
4)中断工:中断工也是十分重要的一个岗位,发现质量问题要通知班长或代班长,每套模具上机出都要反省出料口的升降架的上下和石墨块以及低温滚能否残缺,由于它们会间接影响到出材的成形度,及时翻开风机,反省保送带的运送进程能否颠簸无效。如发现型材外表有汽泡油泡、冲崩拖烂要在型材上做分明标识,避免流入下工序。
5)调直工(合料、定尺锯切、装框工):每支料在调直前要片面反省外表质量,不能让冷床上的型材堆得太多,以免擦碰伤,空心型材要选用适宜的塞头避免断头呈现过度变形。如有拆卸关系以本批订单取相应外表处置型号的样板实配爲准,以此来控制调直的拉伸率。
合料时,留意不同外表处置的料有不同的合料办法,坯料、氧化喷砂料、“氧化电泳光面料”尽量将非装饰面朝下或非装饰面与非装面对着合,坚持型材之间的距离尽量防止装饰面擦、碰、刮、划、伤。定尺锯切前要思索料头料尾废料能否够长,如发现整支料或批量不够长时要立刻告诉中断工或开机手,锯切后要仔细反省型材端头能否变形,如因锯切变形可以适当调慢锯切的近速。
铝型材隔热材(订单特殊注明弯曲扭拧的按客户要求严厉验收,订单中未注明的按高精级验收)装框前必需将每支料过平台合格后才干装框,外形比拟复杂装框后隔条容易压坏的型材要每层放扁管隔开,外表质量要求严厉的商品要用低温毡单支距离,隔条摆放必需整洁。