专注于铝合金建筑型材、工业铝材生产、
铝门窗的研究设计
服务热线:
0714-8849888

专注于铝合金建筑型材、工业铝材生产、
铝门窗的研究设计
服务热线:
0714-8849888
联系地址 :大冶市还地桥镇金桥工业园
肖 经 理 :18607239156
座 机:0714-8849888
座 机:0714-8815555
邮箱地址:344940623@qq.com
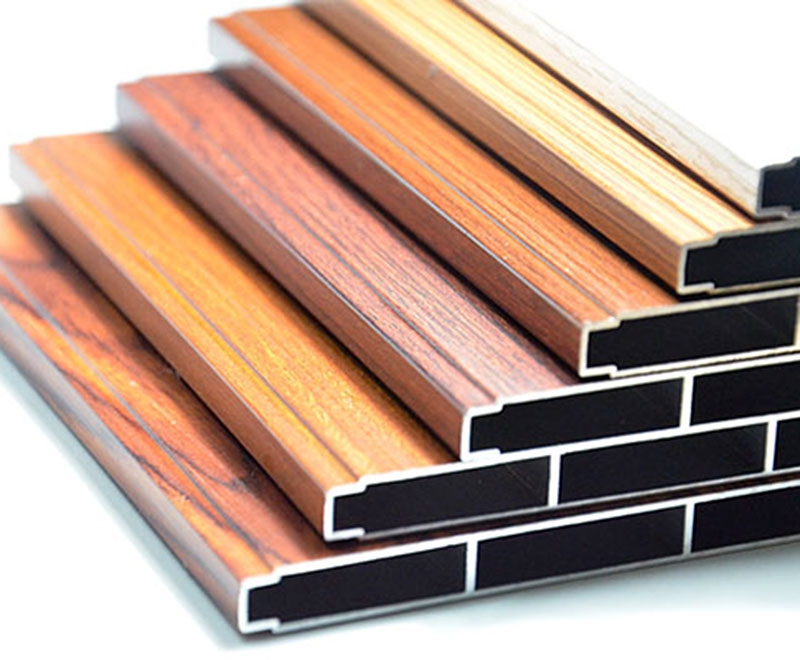
在铝型材厂家生产过程中,总有这样那样的问题,而毛刺和震痕是在铝型材挤压生产中比较常见的缺陷,毛刺使金属件表面出现的余屑和极细小的显微金属颗粒,造成毛刺和震痕的震痕的原因有多方面的,湖北铝型材厂家有以下几点看法。

1、模具的弹性变形,铝型材批发厂家认为理论上来说,模具加工中的工作带是平行于挤压方向的。但在实际生产过程中,模具受挤压时处在高温高压的状态下,工作带经常变形成为喇叭状,只有工作带的刃口部分才能接触到型材形成的粘铝,形成类似车刀瘤的结构。粘铝形成的整个过程中,不断有“车刀瘤”被型材带出,粘附在型材表面上,因此就形成了毛刺和震痕。
应选择合适的孔数及机型。根据型材的外接圆直径、壁厚、单重、挤压比大小、现有的机型等选择较佳模具规格,降低形成粘铝的条件,减少形成“毛刺”或“震痕”的概率;
2、模具空刀位太浅,如果模具的空刀位太浅,就会造成粘铝逐渐增多。铝型材在挤压中逐渐带出的粘铝就会形成毛刺;而无法被型材带出的,且模具瞬间回弹时不脱落的粘铝就会形成亮带、纹粗等缺陷。
在设计模具时,尽可能提高模具刚度、强度,以达到减少模具在生产时的弹性变形量。选择较佳参数值在确定工作带的长短、模颈、焊合室形式、空刀的放量、分流孔大小等,都要考虑。
3、湖北厂家认为模具内金属流动的死区,绝大多数铝材厂所使用的铸棒通常不会清理其表层,而铸棒表层会存在着一些杂质。随着挤压铸棒根数的增加,这些杂质会在模具内金属流动的死区逐渐积累并不断变化,有一部分被正常流动的金属带出,堆积在工作带变形后的空间内;还有一部分被型材拉出,形成毛刺和震痕。
减少模具的死区。模具在制造过程中,要求模具内腔的面与面的过度、R位与面的过度等避免尖角存在;金属流动的摩擦面要求平滑等。