专注于铝合金建筑型材、工业铝材生产、
铝门窗的研究设计
服务热线:
0714-8849888

专注于铝合金建筑型材、工业铝材生产、
铝门窗的研究设计
服务热线:
0714-8849888
联系地址 :大冶市还地桥镇金桥工业园
肖 经 理 :18607239156
座 机:0714-8849888
座 机:0714-8815555
邮箱地址:344940623@qq.com
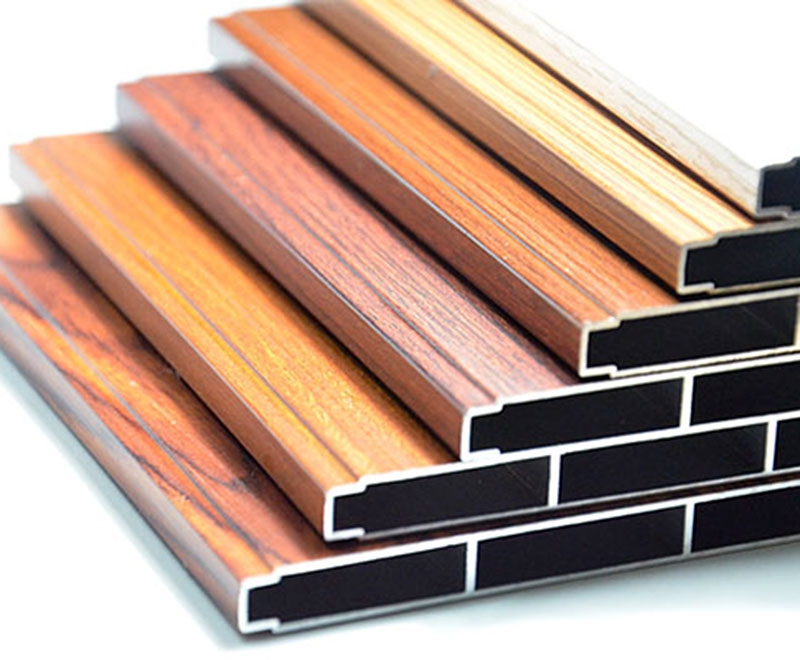
铝型材着色缺陷通常具有以下情况:浅色,色差,未染色,白斑,露水,染色,色散等。如何解决此问题呢,湖北工业铝型材厂家要确保每一批产品的色差是一致的,并且在双方确认的偏差范围内,以满足消费者的要求。 这要求制造商在对型材进行电解着色表面处理时进行研究和预防措施。

浅色和色差的原因和处理
1.氧化膜厚度不均匀。 可能的原因是阳极氧化浴的温度和浓度不均匀。 此时,应将浴液与压缩空气一起搅拌以解决此类问题。
2.染色液的温度或浓度不均匀。 介绍混合过程并增加混合次数。
3.染色速度太快。 工件的底部首先进入染料溶液,最后离开染料溶液,因此底部容易进行深度染色。 解决方案是稀释染料并适当延长染色时间。
4.导电性差。 这可能是由于衣架松动引起的。 注意紧紧吊挂,以免发生此类问题。
5.染料太稀,可以添加染料以增加浓度。
6.染料溶液的温度太低。 染液可加热至60℃以下。
7.染料未正确溶解,或不溶性染料漂浮,这时很容易产生色差。 解决方案是提高染料的溶解度。
不染色的原因和处理
1.阳极氧化膜厚度不足。 解决方案是检查阳极氧化过程是否标准化,并查看温度,电压,电导率和其他因素是否稳定。 如果有异常,请相应地调整规格。 如果没有异常,可以适当延长氧化时间以确保膜厚符合标准。
2.染料溶液的pH值太高。 此时,可以使用冰醋酸将pH值调整为标准值。
3.氧化后,工件在水槽中放置的时间过长。 促进及时染色。 如果发生这种情况,可以将工件放入阳极氧化槽或硝酸中和槽中,然后在正确激活后进行染色。
4.染料选择不当。需要选择合适的染料。
5.染料已分解或发霉,此时需要更换染料。
白点、露白的产生原因及处理
1、水洗不干净,应加强水洗。
2、水洗所用的水太脏,易污染皮膜,此时应更换水,保证水洗质量。
3、氧化皮膜受到空气中烟尘,酸、碱雾的污染。加强水洗,及时染色,及时转移可大幅度减轻此症状。
4、氧化膜受到油污、汗渍的污染。必须加强防护,不可用手触摸工件的外观面。
5、染液内有不溶解的杂质,受油污染,破坏正常染色,此时应过滤或更换染液,定期清理槽液
6、工件缝隙、深孔中有残酸流出,对这类工件要加强水洗。
7、染液受到污染,致染色工件发生点腐蚀,此时必须更换染料,平时应注意避免在操作过程中引入杂质离子。在对铝型材的着色缺陷采取相应的措施后,铝材着色产品的质量能够稳定控制,达到顾客满意的要求。